Полезные советы по установке червячного мотор-редуктора на производстве | |
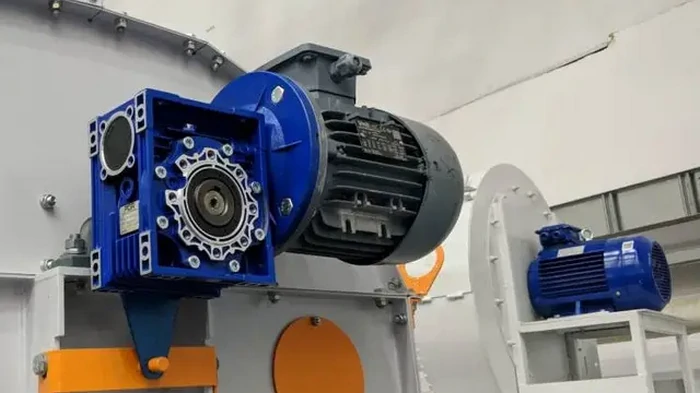
Иллюстрация / Фото: из отрытых источников Правильная установка червячного мотор-редуктора требует профессионального подхода и строгого соблюдения технологических требований.
Червячные мотор-редукторы (https://solid.kh.ua/ru/motor-reduktor/chervyachnyy-2/) являются одним из наиболее надежных и эффективных решений для передачи крутящего момента в промышленном оборудовании. Правильная установка этих механизмов критически важна для обеспечения длительной и безаварийной работы всей производственной линии. В этой статье мы рассмотрим ключевые аспекты монтажа червячных мотор-редукторов на производстве. Подготовительный этапКачественная установка червячного мотор-редуктора начинается с тщательной подготовки. Перед началом работ необходимо проверить комплектность поставки согласно спецификации и убедиться в отсутствии механических повреждений корпуса и валов. Особое внимание следует уделить соответствию технических характеристик проектным требованиям, поскольку любое несоответствие может привести к серьезным проблемам в эксплуатации. Монтажная площадка должна быть подготовлена с особой тщательностью. Поверхность должна быть ровной и устойчивой с допуском по горизонтали не более 0,5 мм на 1000 мм. Рабочее место необходимо очистить от загрязнений и посторонних предметов, обеспечить достаточное освещение не менее 300 лк и подготовить необходимые подъемные механизмы. Выбор оптимального способа монтажаВыбор способа установки червячного мотор-редуктора (https://solid.kh.ua/ru/motor-reduktor/chervyachnyy-2/nmrv/) зависит от множества факторов и требует индивидуального подхода к каждому случаю. Фланцевый монтаж является наиболее распространенным способом для стационарного оборудования, поскольку обеспечивает жесткое крепление и точное позиционирование. Этот метод особенно эффективен при работе с точными механизмами, где критично избежать даже минимальных смещений.
Установка на лапы применяется при больших габаритах редуктора и необходимости компенсации температурных расширений. Такой способ монтажа позволяет оборудованию "дышать" при изменении температурного режима, что особенно важно при непрерывном производственном цикле.
Технология правильной установкиПроцесс установки начинается с подготовки посадочных мест. Геометрические параметры посадочных поверхностей должны быть проверены с особой тщательностью. Плоскостность фланцев не должна превышать отклонение 0,05 мм, необходимо обеспечить соосность отверстий под крепежные болты и контролировать шероховатость поверхности, которая не должна превышать Ra ≤ 3,2 мкм. При подъеме и установке мотор-редуктора критически важно использовать только специальные проушины или предназначенные для этого места захвата. Недопустимы удары и резкие перемещения, которые могут нарушить внутренние регулировки механизма. Соосность валов должна контролироваться с точностью до 0,02 мм. Затяжка крепежных элементов производится по схеме крест-накрест в несколько этапов с обязательным контролем момента затяжки. Использование динамометрических ключей при этом не роскошь, а необходимость. Рекомендуемые моменты затяжки для болтов из стали класса прочности 8.8 составляют для М8 — 25 Н·м, для М10 — 49 Н·м, для М12 — 85 Н·м, для М16 — 210 Н·м. Выравнивание и обеспечение точностиКонтроль соосности валов имеет критическое значение для долговечности подшипников и зубчатых передач. Точность этого процесса напрямую влияет на срок службы всего механизма. Допустимые отклонения строго регламентированы: радиальное биение не должно превышать 0,05 мм, осевое смещение — 0,1 мм, угловое отклонение — 0,1°. Современная промышленность предлагает несколько методов контроля точности установки. Индикаторный метод с использованием индикаторов часового типа обеспечивает высокую точность измерений. Лазерная центровка представляет собой современный метод, который сочетает высокую точность с быстротой выполнения измерений. Традиционный струнный метод по-прежнему используется для предварительного выравнивания, особенно на объектах с ограниченным бюджетом. Подключение к приводным элементамПри подключении ведомых механизмов через муфты необходимо обеспечить зазор между полумуфтами не менее 3-5 мм. Рекомендуется использовать муфты с компенсирующими свойствами, которые способны нивелировать небольшие неточности монтажа. Состояние эластичных элементов муфт требует регулярного контроля, поскольку их износ может привести к увеличению вибраций и снижению точности передачи движения. Для передач с гибкими связями особую важность приобретает контроль натяжения ремней или цепей согласно рекомендациям производителя. Параллельность валов и шкивов должна соблюдаться неукоснительно, а возможность регулировки натяжения должна быть предусмотрена еще на стадии проектирования установки. Смазка и подготовка к эксплуатации
Выбор правильного смазочного материала определяется условиями эксплуатации, включая температурный режим, характер нагрузки и скорость вращения. Материалы червячной пары, обычно это сочетание бронзы и стали, также влияют на выбор смазки. Производители редукторов всегда предоставляют рекомендации по типу масла, и их следует строго придерживаться. Для умеренных нагрузок обычно применяются масла типа И-Г-А-68 или И-Г-А-100. При тяжелых условиях эксплуатации рекомендуются специализированные масла ТАД-17И или ТСп-15К. Синтетические масла, такие как Mobil SHC 630 или Shell Omala S4 WE, обеспечивают наилучшие эксплуатационные характеристики, но требуют больших финансовых затрат.
Пуск и наладка оборудованияПредварительные проверки перед первым пуском включают контроль правильности подключения электропитания, проверку направления вращения двигателя, убеждение в отсутствии посторонних предметов в зоне вращения и проверку надежности всех креплений. Первый пуск должен производиться по определенной процедуре. Начинать следует с кратковременного пуска продолжительностью 5-10 секунд для проверки направления вращения. Затем время работы постепенно увеличивается с постоянным контролем температуры подшипников и корпуса, проверкой уровня вибрации и шума. Период приработки, который составляет первые 100-200 часов работы, требует повышенного внимания. В это время необходимо чаще контролировать температуру узлов, следить за изменением уровня масла, при необходимости производить дополнительную затяжку крепежа. Замена масла после первых 50 часов работы является обязательной процедурой. Предотвращение типичных ошибокНесоосность валов остается одной из наиболее частых причин преждевременного выхода из строя червячных мотор-редукторов. Это приводит к повышенному износу подшипников и увеличению вибрации всей установки. Предотвратить эту проблему можно только тщательной центровкой с использованием точных измерительных приборов.
Игнорирование температурных расширений при монтаже часто приводит к заклиниванию или разрушению подшипников при изменении температурного режима. Предусмотрение компенсационных зазоров и правильный выбор способа крепления решает эту проблему. Перегрузка по моменту является основной причиной поломок червячных передач в эксплуатации. Установка предохранительных муфт и систем контроля нагрузки помогает предотвратить такие ситуации. Недостаток смазки ведет к интенсивному износу червячной пары, поэтому регулярный контроль уровня и качества масла является обязательным.
ЗаключениеПравильная установка червячного мотор-редуктора требует профессионального подхода и строгого соблюдения технологических требований. Внимание к деталям на этапе монтажа окупается многократно за счет надежной и длительной работы оборудования. Квалифицированный персонал, качественные инструменты и соблюдение всех технических требований — залог успешной эксплуатации червячных мотор-редукторов на производстве. | |
|
28.08.2025 в 15:50 1044 Статьи | |




| Комментариев: 0 | |